
Boge Elastmetall fertigt sicherheitsrelevante Strukturbauteile aus lokal verstärktem Faserverbundwerkstoff in Serie. Am Beispiel eines Bremspedals präsentiert der Automobilzulieferer den Entwicklungs- und Verarbeitungsprozess. Partner sind dabei die Unternehmen Celanese als Materiallieferant, Cevotec für die Strukturauslegung und M.A.i für die Automatisierungstechnik.
UD-Tapes in Serienbauteilen
Hybride Konstruktionen verbinden Werkstoffe unterschiedlicher Eigenschaften zu einem Bauteil und senken bisherige Gewichts- und Kostengrenzen. Möglich wird das durch die Anpassung des Bauteils an seine lokalen Anforderungen gemäß dem Grundsatz, auf Bauteilebene das richtige Material an der richtigen Stelle einzusetzen. Immer weiter dringen faserverstärkte Kunststoffe in jene Bereiche des Fahrzeugs vor, die bisher rein metallischen Werkstoffen vorbehalten waren. Damit steigt der Anteil von Kunststoffen bei Strukturbauteilen im Fahrzeug. Besonderes Interesse in der Fahrzeugindustrie besteht am wirtschaftlichen Leichtbau für relevante Stückzahlen mit kurz- und endlosfaserverstärkten Thermoplasten.
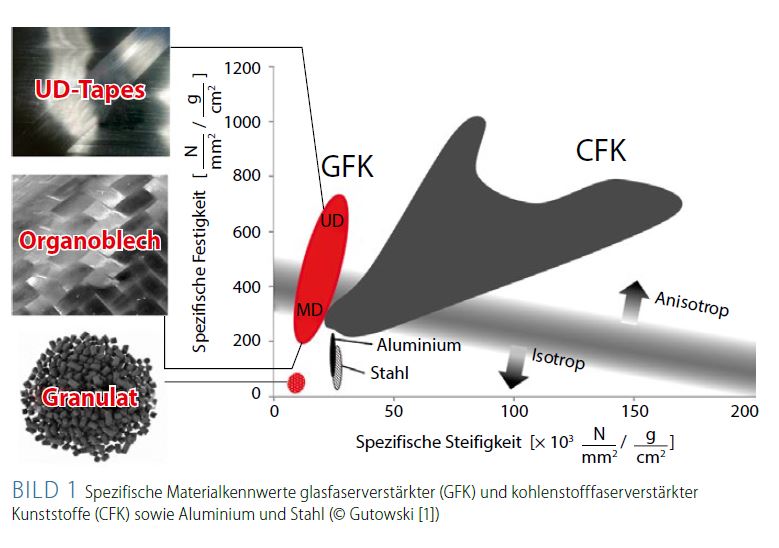
Endlosfaserverstärkte thermoplastische Werkstoffe bestehen aus Fasern und Matrix. Die spezifischen Materialkennwerte der Faser führen zum hohen Leichtbaupotenzial, Bild 1, die thermoplastische Matrix zu kurzen Verarbeitungszeiten und damit zu hohen Stückzahlen [1]
„Die Schale ist eine hybride Konstruktion aus Organoblech und UD-Tapes“
Es wird zwischen Organoblechen und Tapes unterschieden: Werden Fasern überwiegend in einer Richtung angeordnet und in dünnen Schichten bereitgestellt, so wird von unidirektionalen Tapes (UD-Tapes) gesprochen. Ist die Faserarchitektur hingegen mehrdimensional, beispielsweise durch einen Kett- und Schussfaden oder durch die Vernähung unterschiedlicher Faserausrichtungen zueinander, handelt es sich um sogenannte Organobleche.
Um verschiedene Faserorientierungen im Organoblech abzubilden, wird Textiltechnik eingesetzt. Beispielsweise werden Fasern gewebt oder in unterschiedlichen Richtungen abgelegt und vernäht, bevor sie mit dem Thermoplast getränkt werden. Im Gegensatz dazu werden UD-Tapes direkt aus Fasersträngen gefertigt. Faserstränge können von einer Spule abgewickelt und direkt durch eine Thermoplastschmelze gezogen werden. Diese verkürzte Wertschöpfungskette wirkt sich positiv auf den Materialpreis aus und macht das Zwischenprodukt als UD-Tape für preissensible Produkte attraktiv.

Mit zunehmender Stückzahl nähern sich die Bauteilkosten asymptotisch den Materialkosten an und reduzieren den relativen Anlagenanteil. Somit koppelt sich die Entscheidung für den Einsatz von Organoblech oder Tapes an das Stückzahlszenario unter der Voraussetzung, dass der Massendurchsatz bei der Herstellung der Tape-Laminate gewährleistet ist. Denn hierin besteht die Herausforderung: Die Prozesstechnik bei der Verarbeitung von Tapes ist komplexer als die Verarbeitung von Organoblechen, da einzelne Tapes vor der Umformung und Konsolidierung zu Tape-Laminaten verarbeitet werden müssen, das heißt zu mehrfach geschichteten und gehefteten UD-Tapes. Tapes sind entsprechend erst bei hohen Stückzahlen wirtschaftlich, da noch keine serienreife Anlagentechnik für die schnelle Stapelung von Tapes verfügbar ist.
Dies hemmt den Einsatz von Tapes in Serienprodukten. Diese Herausforderung anzunehmen und Serienbauteile auf Basis von UD-Tapes zu fertigen, war die Hauptaufgabe des von Boge Elastmetall geführten Konsortiums bei der Entwicklung des Materials, des Produkts, des Fertigungsprozesses und der damit einhergehenden Anlagentechnik. Umgesetzt wurde die Entwicklung am Beispiel eines Bremspedals, Bild 2.
„Die gehefteten UD-Tapes und das Organoblech werden gemeinsam aufgeheizt.“
Ansatz
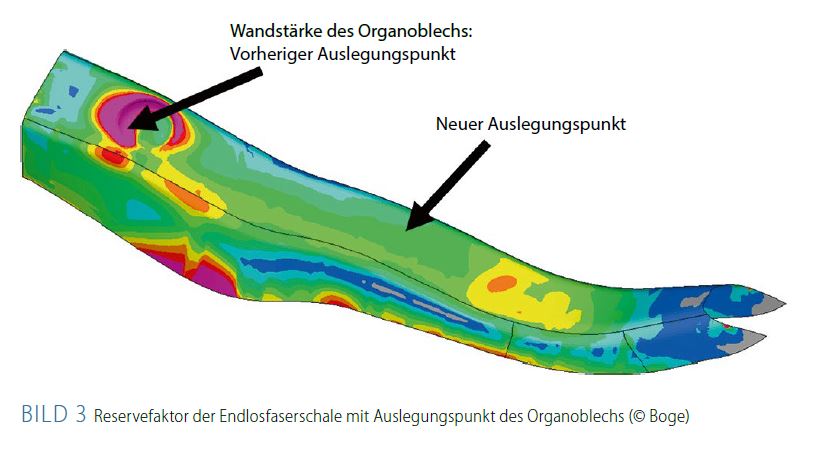
Nach dem bisherigen Stand der Technik wird die Wandstärke eines Organoblechs auf die maximale Belastung in der Schale ausgelegt. In den umgebenden Bereichen ist die Schale überdimensioniert. Damit weist das Bauteil Materialanteile auf, die bezahlt, verarbeitet und mitgeführt werden, obwohl sie technisch nicht notwendig sind. Besser wäre es, wenn der Faserverbundanteil sich den Anforderungen der Schale punktgenau anpassen könnte, beispielsweise durch die lokale Ausrichtung der Faser, den lokalen Faservolumengehalt oder die lokale Wandstärke. Diesem Ansatz folgend wird das Organoblech derart unterdimensioniert, dass es die Spannungen in einer großen Fläche trägt und lokal durch das Aufbringen von lastpfadorientierten Tapes verstärkt wird, Bild 3.
Es ergibt sich für die Schale eine hybride Konstruktion aus Organoblech und UD-Tapes. Dabei sorgt das Organoblech für den Massendurchsatz und weist den Großteil des Schalenvolumens auf. Lokale, multidirektional (MD) aufgebrachte Tapes verstärken zudem die Schale an ihren Spannungsspitzen. Sie sind dabei lokal an den Lastpfaden orientiert. Dieses Vorgehen steigert die Fasereffizienz, senkt die Wandstärke und damit das Bauteilgewicht sowie die Zykluszeit bei der Drapierung und Re-Konsolidierung.
Der Verarbeitungsprozess gliedert sich in zwei Stufen: Zunächst wird ein ebenes Zwischenprodukt aus Organoblech und Tape gefertigt, das sogenannte Tailored Performance Blank. Dabei dient ein konturierter Organoblechzuschnitt als stabile Unterlage, auf der die Streifen der UD-Tapes entsprechend der Lastpfade vollautomatisiert geheftet werden. Anschließend wird dieses Zwischenprodukt ebenfalls vollautomatisiert erhitzt, drapiert, konsolidiert und mit Spritzgussmasse angespritzt

Prozess
Bis zum Serieneinsatz dieser Technologie waren neben der Entwicklung der Automatisierungstechnik zahlreiche weitere Fragestellungen zu beantworten, die sich in unterschiedliche Entwicklungsebenen einteilen lassen, Bild 4.
Bei der gemeinsamen Verarbeitung von Organoblechen mit Tapes ist es eine Grundvoraussetzung, dass die Tapes unter allen Einsatzbedingungen wie Temperatur und Feuchtigkeit den statischen und dynamischen Lasten standhalten. Die Tapes dürfen weder delaminieren noch reißen. Hierfür ist eine stoffschlüssige Verbindung aller Grenzflächen zueinander sicherzustellen. Dies erfordert bei der jeweiligen Zusammenkunft der Materialien einen entsprechend hohen Matrixdruck und eine Temperatur oberhalb des Schmelzpunkts innerhalb der Grenzfläche. Werden alle Prozessparameter eingehalten, kommt es zu einer Diffusion der Polymerketten über die Grenzfläche hinweg und der Spalt zwischen den zu fügenden Komponenten wird geschlossen [2]. Diese Mikroebene der Bauteilentwicklung stellt einen wichtigen Bereich der Prozessplanung dar, da sie über die notwendigen Druck- und Temperaturverläufe Zykluszeiten und Werkzeugfunktionen vorgibt.
Zum Einsatz kommt der in [3] beschriebene Kombinationsprozess mit neu entwickelter Werkzeugtechnik. Dabei wird ein hoher Matrixdruck über alle Toleranzbereiche der Halbzeuge und Prozessparameter gehalten, um ohne Zwischenschritte und im Drapierwerkzeug alle Schichten zu konsolidieren. Eine vorgeschaltete Zwischenkonsolidierung findet nicht statt. Damit durchlaufen die lediglich gehefteten UD-Tapes und das Organoblech eine gemeinsame Aufheizung.
„Der überbelastete Bereich wird mit Tapes entlang der Hauptspannungsrichtungen belegt“

Auslegung durch Simulation
Wenn nun UD-Tape-Streifen sicher auf Organoblechen in einem Prozessschritt aufgebracht werden können, stellt sich die Frage, wohin sie im Bauteil zu legen sind, wie viele und in welcher Länge, Bild 5.
Diese Frage wird durch Cevotec rechnergestützt beantwortet. Voraussetzung dafür ist der Aufbau der Materialmodelle. Dafür werden insbesondere für die Werkstoffanteile Spannungs-Dehnungsverläufe unter realen Einsatzbedingungen wie Feuchtigkeit und Temperatur erhoben. Zusätzlich werden Proben aus reiner Spritzgussmasse, in der Kombination mit Organoblechen und mit Organoblechen mit Tapes geprüft und mit Simulationsergebnissen abgeglichen, um das Modell zu validieren.
Eine weitere Voraussetzung ist die Einzellagensimulation der Endlosfaserschale und die Fähigkeit zur Topologieoptimierung der Spritzgussmasse. Zu Beginn des Entwicklungszyklus’ wird zunächst ein erstes Modell ohne Tapes aufgebaut, die Wandstärke des Organoblechs wird aus Erfahrungswerten unterdimensioniert festgelegt. Faserverläufe des Organoblechs werden durch die kinematische Drapiersimulation genähert, die Rippenstruktur mithilfe einer Topologieoptimierung ausgelegt. Der Belastungseintrag auf dieses Rohmodell liefert Spannungshöhe und Verläufe innerhalb der Organoblechschale. Nun kann sukzessive der überbelastete Bereich der Endlosfaserschale mit Tapes entlang der dominierenden Hauptspannungsrichtungen belegt werden. Eingebrachte UD-Tapes verändern die Endlosfaserschale, was sich auf die Schalensteifigkeit auswirkt. Damit ergibt sich eine Rückkopplung auf die Topologieoptimierung und somit auf die Rippenstruktur. Werden die wirtschaftlichen und mechanischen Anforderungen in der Kombination aus UD-Tapes, Organoblech und Spritzgussmasse erreicht, ist die Iteration im simulativen Entwicklungsteil abgeschlossen. Eine Abwicklung des Schalenmodells nähert die Kontur des Organoblechs sowie Anzahl, Lage und Orientierung der UD-Tapes.
Automatisierung
Analog zum Prozess ist die Automatisierung des Partners M.A.i in zwei Anlagen aufgeteilt: eine Tape-Legezelle, in der UD-Tapes abgelängt, auf das Organoblech aufgebracht und geheftet werden und eine Zelle zur Verarbeitung der Tailored Performance Blanks [3].
Die automatisierte Ablage der UD-Tapes basiert auf der Tape-Zuführung als Rollenware, optischer Bildverarbeitung mit zwei Kameras, der frei programmierbaren Länge der einzelnen UD-Tape-Streifen und auf der Heftung mittels Laser.
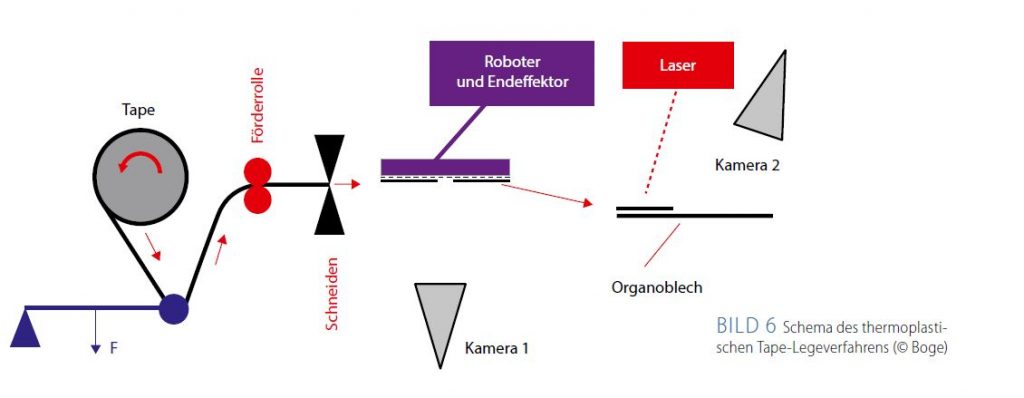
Computerbasierte Bildverarbeitung wird immer leistungsfähiger, zuverlässiger und erschwinglicher. Damit steigt auch die Leistung und Wirtschaftlichkeit der darauf aufbauenden Fertigungszellen. Diese Entwicklung vor Augen, kann prognostiziert werden, dass die Verarbeitung von unidirektionalen Tapes zunehmend wirtschaftlicher wird. In der ersten Zelle, in der Tapes und Organoblech zum Tailored Performance Blank zusammenkommen, werden zwei Halbzeuge eingebracht, Bild 6.
Organobleche werden als Stapel konturierter Zuschnitte in Magazinen zugeführt, die UD-Tape-Verstärkung kommt in Form von Rollenware in die Fertigungszelle. Beide Halbzeuge werden gefügt, sodass das in Bild 5 gezeigte Zwischenprodukt entsteht. Gemäß der Bauteilauslegung werden dafür einzelne Stücke des UD-Tapes abgelängt und von einem Kamerasystem online auf die wesentlichen geometrischen Parameter wie Länge, Breite und Position zur Greiferhand vermessen, bevor dieses Tape-Stück von einem Roboter aufgenommen wird. Ein zweites Kamerasystem erfasst derweil das Organoblech ebenfalls auf Kontur und Position. Nun sind die geometrischen Informationen von Tape und Organoblechzuschnitt bekannt, und die Anlage berechnet daraus die Ablageposition jedes einzelnen Streifens. Auf diese Positionen gelegte UD-Tapes werden anschließend mittels Laser an mehreren Stellen schweißend geheftet. Laserheftung, Tape-Orientierung beziehungsweise -Position sind frei programmierbar, ebenso die Tape-Längen und das System zur Bildverarbeitung. Dies macht das Anlagenkonzept flexibel und sicher in der Handhabung. Auch die Anzahl der Heftpunkte pro Tape, deren Position sowie jeder einzelne Heftpunkt selbst kann frei programmiert werden. Das ermöglicht dem System beispielsweise, bei der Heftung einer zweiten Tape-Lage über der ersten beide Tapes gleichzeitig mit dem Organoblech in einem Punkt zu heften.
Im zweiten Schritt werden die Zwischenprodukte über den Schmelzpunkt der Matrix erhitzt, umgeformt beziehungsweise drapiert und re-konsolidiert. Dabei entsteht eine stoffschlüssige Verbindung zwischen dem Tape und dem Organoblech, vergleichbar mit dem Prozess des Gesenkschweißens. Der Umformling wird auf eine Temperatur unterhalb des Schmelzpunkts abgekühlt, in die Umspritzkavität umgesetzt und angespritzt. Dabei ist die Temperatur der Schale ausreichend hoch, um während der Anspritzung mit der Spritzgussmasse eine dauerfeste Verbindung einzugehen. Nach dem Spritzgussprozess kann das nahezu fertige Bauteil entnommen werden. Es wird mit einer Nummer versehen, abgekühlt, montiert, verpackt und geliefert.
„Die freie Programmierbarkeit macht das Anlagenkonzept flexibel und sicher in der Handhabung„
Zusammenfassung
Mit zunehmender Stückzahl nähern sich die Bauteilkosten asymptotisch den Materialkosten an, die wiederum entscheidenden Einfluss auf die Herstellkosten haben. Somit koppelt sich die Entscheidung für den Einsatz von Organoblech oder für den Einsatz von Tapes an das Stückzahlszenario. Gemeinsam mit den Partnern Celanese, Cevotec und M.A.i ist es Boge Elastmetall gelungen, UD-Tape-Verstärkungen in sicherheitsrelevanten Bauteilen in Serie und in hoher automobilgerechter Stückzahl vollautomatisiert einzusetzen. Die Struktursimulation erfolgt mit einem Einzellagen-Simulationsansatz in Kombination mit kinematischer Drapiersimulation und zusätzlicher Modellierung der Kunststoffumspritzung nach Topologieoptimierung. Die Serienfertigung basiert auf einem zweistufigen Prozess mit ebener Tape-Ablage und anschließender Drapierung beziehungsweise Re-Konsolidierung in einem Prozessschritt, ohne Zwischenkonsolidierung. Im nachfolgenden Prozessschritt kann auf dem bei Boge Elastmetall entwickelten Kombinationsprozess aufgebaut und eine vollautomatisierte Umformung, Re-Konsolidierung und Umspritzung mit Spritzgussmasse angeschlossen werden.
